The Standard Group Plc is a multi-media organization
with investments in media platforms spanning newspaper print operations,
television, radio broadcasting, digital and online services. The Standard Group
is recognized as a leading multi-media house in Kenya with a key influence in
matters of national and international interest.
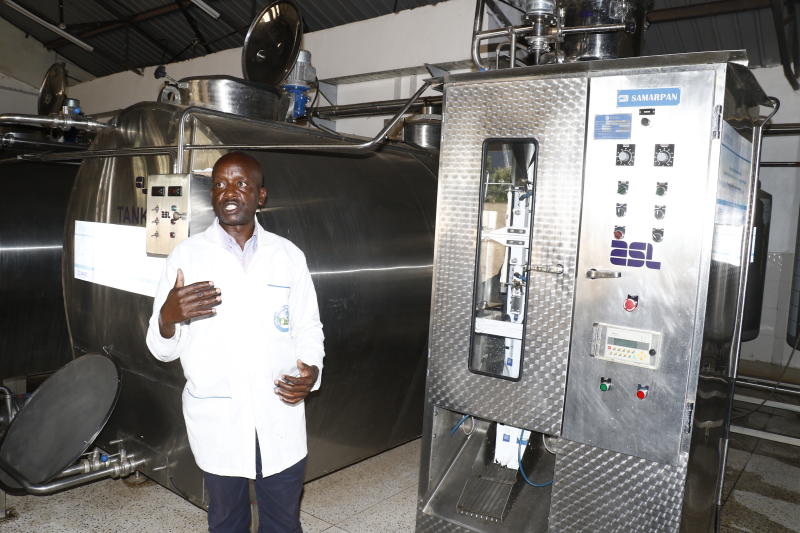
Motivated by the challenges they were facing in the hands of well-established dairy processors among them poor prices and delayed payments, 12 retirees came together to form a cooperative that would see them bargain better prices for their produce.Suka Dairies Manager Dr Edwin Mutai at the factory on May 21, 2019 in Subukia. [Harun Wathari, Standard]
In 2008, a group of 12 retirees drawn from different professions in Subukia and Kabazi, Nakuru County came together with a view of assisting residents improve their livelihoods.
They identified a gap in the milk market and mobilised the residents to form a cooperative. This move was motivated by the challenges they were facing in the hands of well-established dairy processors among them poor prices and delayed payments.
“At that time, the milk prices would fluctuate to Sh19 which was very low compared to the inputs and labour costs incurred by the farmers,” said Major (Rtd) David Kang’ethe.
As the membership of the group grew, the farmers with time were able to pool Sh8 million capital with which they bought various assets to begin with, their goal being to establish a dairy factory to add value to their milk.
Their commitment paid off after they attracted a donor from USAID India who gave them a grant of Sh100 million in 2016 to establish a cottage industry for milk processing.
“We knew that in value addition we would fetch better prices for our milk. We had a big dream of not only pasteurising but also producing other milk products such as yoghurt that would grow our profit margins,” said Kang’ethe.
Suka Dairies packaging containers at the factory on May 21, 2019 in Subukia. The factory is Nakuru County's only industry set up by a farmers cooperative society. Photo: Harun Wathari, Standard.
At the beginning of last year, Suka Dairies milk processing plant roared to life. According to the cooperative manager, Dr Edwin Mutai, the milk processing plant has a capacity of processing 16,000 liters per day. It also has the capacity to package 1,000 liters per hour.
The cooperative is now producing three products registered with the Kenya Industrial Property Institute for trademark among them Suka Farm Fresh, Suka Farm Yoghurt and Suka Farm Maziwa Lala.
“The Kenya Bureau of Standards (KEBS) has approved the fresh brand which is already in the market. They also collected samples of other two brands for evaluation. We expect the approvals to be done by June,” said Mutai.
Suka Dairies Manager Dr Edwin Mutai.
Underutilised resources
Currently, the factory has 1,401 farmers who on the peak season supply an average of 6,000 liters per day and on the low season supply 2,300 liters daily, far below the capacity of the factory.
“Other cooperatives from Nakuru and Nyandarua which do not have the processing plant are hiring our plant to process and package their product under their brand names. This has seen our capacity utilised to around 35 percent,” said Mutai.
The processed milk is available in the market in five, two and one liter cans while smaller quantities of 500ml and 250ml are packed in packets.
The cooperative has also got grip of major hotels in Nakuru and Nyahururu where they are supplying the processed milk in bulk.
Milk processing process
Once milk is delivered at the factory it is received at a chilling machine that has a capacity of holding 6,200 liters at one particular time. The milk is then pumped into a pasteuriser where it is heated and cooled to 30C before it is pumped to a homogeniser to improve its quality and taste.
Once the milk is homogenised, it is pumped into two storage tanks awaiting to be packaged into different quantities. It is then moved to a cold room which has a capacity of 7,000 liters pending dispatch to the market.
To achieve the best quality on milk value addition, the cooperative sponsored five of its staff for training to an Agricultural university in India.
The company has entered into a partnership with two financial institutions to offer affordable credit to the farmers with the aim of improving production for wider profit margins. “It is through these loans that many farmers have been able to get pedigree cows that have higher productivity,” said Mutai.
 The Standard Group Plc is a multi-media organization
with investments in media platforms spanning newspaper print operations,
television, radio broadcasting, digital and online services. The Standard Group
is recognized as a leading multi-media house in Kenya with a key influence in
matters of national and international interest.
The Standard Group Plc is a multi-media organization
with investments in media platforms spanning newspaper print operations,
television, radio broadcasting, digital and online services. The Standard Group
is recognized as a leading multi-media house in Kenya with a key influence in
matters of national and international interest.